本文设计了一种钢管抛丸机专用自动上料装置,它主要由上料架、拨料盘、送料辊道及动力系统等组成,回转式拨料盘将上料架上的1根钢管抬起,钢管沿拨料盘斜面滚动,被准确地放置到送料辊道上并送进抛丸室,拨料盘每转可将2个钢管送入辊道。拨料盘采用组合式结构,减小了拨料盘与等待送进钢管的作用力,降低了振动及噪声。采用本设计减轻了工人劳动强度,与人工上料相比工作效率提高4倍以上。
关键词 抛丸机;钢管;自动;上料
中图分类号:TH511 文献标识码:B
1前言
作为输送石油、天燃气、水、煤气、蒸气等流体的管道,钢管在石油化工、钢铁、城市集中供热、供排水等行业大量使用,另外,与实心钢材相比,在抗弯、抗扭强度相同的情况下,钢管重量较轻,所以也广泛用于制造机械零件和工程构件。为提高钢管使用寿命,钢管内外壁表面需要强化、除锈、涂漆等处理,表面抛丸、喷砂处理可强化表面,提高疲劳强度及耐腐蚀性,增大漆面与金属表面的结合力力。QGW76抛丸机是我公司生产的一种钢管外壁自动化处理设备,主要用于直径不大于76毫米的钢管表面抛丸处理,同类设备多采用人工上料,工人劳动强度大、上料时间长节拍不好控制,降低抛丸处理效率。本文设计了QGW76抛丸机得专用自动上料装置,其组成如图1所示:整个上料装置由上料架1、拨料盘2、动力系统3以及送料滚动4和5等组成。拨料盘转动1转可将2个钢管送进抛丸室,大大提高生产效率。以下简要介绍该上料装置工作原理及典型结构。
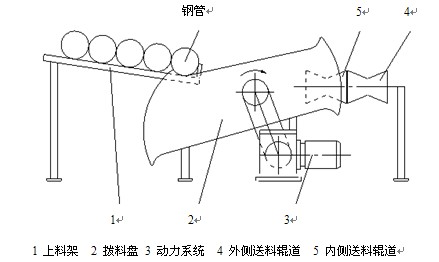
自动上料装置原理图
2 自动上料装置工作原理
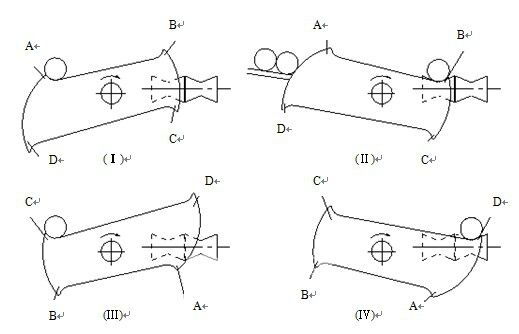
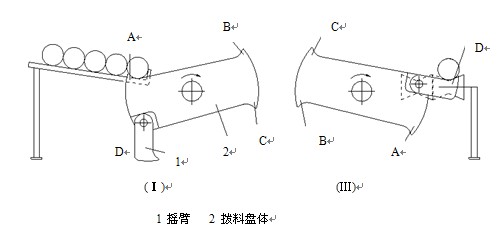
图2为拨料盘工作循环示意图,
其工作原理如下:首先将多根需要抛丸处理的钢管放在带斜度的上料架1上,在重力作用下,钢管排列整齐靠紧在上料架下部挡块上,此时工件被定位;动力系统(减速机)为拨料盘2提供动力,通过链传动带动其顺时针旋转,拨料盘转动可将管子送到送料辊道上,送料棍子的连续旋转将工件送入抛丸室,进行下工序抛丸处理。拨料盘的工作循环如下:当拨料盘2处于位置Ⅰ时,拨料盘A点圆弧角将上料架上1个钢管托起,随着拨料盘2的顺时针旋转,拨料盘上A点向上抬起,B点向下方转动,在重力作用下,管子沿斜面AB滚动到B点圆弧角,拨料盘2继续转动,就将管子放置在内侧送料辊道5上,此时完成第一根管子上料;拨料盘2从位置Ⅱ开始继续转动,达到位置Ⅲ时,拨料盘另一个工作面上的C点圆弧角将第二根管子抬起,拨料盘重复前半周期的运动,其上D点圆弧角将第二根管子放置在外侧送料辊道5上(位置Ⅳ),此时拨料盘旋转一周,完成2根管子上料。上料时间节拍由动力系统传动速度控制。
3 拨料盘结构设计
本上料机构要实现向2个送料辊道放置钢管, 由于2个辊道相对拨料盘回转中心距离不同,即拨料盘上B点与D点相对拨料盘回转中心距离不同(图2)。拨料盘从位置Ⅰ到位置Ⅱ转变过程中,AD段轮廓的曲率半径逐渐增大,因为上料架上会有部分待上料的钢管,其沿上料架斜面方向的分力会直接作用在AD段上,拨料盘顺时针转动时,需要推动钢管沿斜面向上移动,大大增大了拨料盘径向载荷,需加大其机械结构刚度及动力系统功率,也容易引起振动。为解决该问题,将拨料盘设计成组合式,如图3所示:AD段与BC段为同心圆弧,在D点增加铰链连接的摇臂,当拨料盘由位置Ⅰ向位置Ⅱ过程中,在重力作用下摇臂会逆时针摆动,不会对管子产生压力;当拨料盘由位置Ⅲ向位置Ⅳ过程中,拨料盘上的钢管沿CD向下滚动推动摇臂顺时针摆动打开,将钢管放置在外侧送料滚道上。
钢管直径改变时,应调节上料架底部挡块位置,同一批处理的钢管直径也不要差别太大,保证只有1个钢管进入拨料盘即可;上料架的斜度一般控制在3°以内,如果斜度太大,钢管对拨料盘冲击较大,使工作中振动及噪声增大。
拨料盘结构示意图
4 结论
QGW76抛丸机采用自动上料装置,可协调上料时间节拍,使机器抛丸处理基本时间与上料辅助时间重合起来,机器空运转时间减少,提高了设备的利用率;自动上料可在1分钟之内完成,与人工上料相比:降低了劳动强度,效率提高4倍以上。
作者简介:王海超,男,1987年2月生,毕业于青岛农业大学,主要从事抛丸机设计研制工作。
本文系山东开泰抛丸机械有限公司王海超、李建亮及济南大学侯志坚教授原创作品,转载请注明作者及出处!
上一篇:雄宇重工领军吊篮制造业